


การผลิต TBM คืออะไร และเหตุใดจึงมีความสำคัญ
การผลิต TBM หมายถึงวิศวกรรมและการผลิตเครื่องเจาะอุโมงค์ ซึ่งเป็นอุปกรณ์ขนาดใหญ่และมีความเชี่ยวชาญสูงที่ใช้ในการขุดอุโมงค์ผ่านหิน ดิน ดินเหนียว และสภาพพื้นดินผสม เครื่องจักรเหล่านี้เป็นหนึ่งในเครื่องจักรที่ซับซ้อนที่สุดเท่าที่เคยมีมา โดยผสมผสานวิศวกรรมเครื่องกลที่ล้ำสมัย ไฮดรอลิก อิเล็กทรอนิกส์ และวัสดุศาสตร์เข้าไว้ในระบบบูรณาการระบบเดียว ซึ่งสามารถชั่งน้ำหนักได้ตั้งแต่ไม่กี่ร้อยตันสำหรับเครื่องอุโมงค์อเนกประสงค์ขนาดเล็ก ไปจนถึงมากกว่า 7,000 ตันสำหรับโครงการรถไฟใต้ดินหรืออุโมงค์ทางหลวงขนาดใหญ่ กระบวนการผลิตเครื่องคว้านอุโมงค์นั้นไม่เหมือนกับการผลิตอุปกรณ์ทางอุตสาหกรรมส่วนใหญ่ เครื่องจักรทุกเครื่องเป็นโครงการแบบกำหนดเองที่มีประสิทธิภาพซึ่งได้รับการออกแบบทางวิศวกรรมเพื่อให้ตรงตามข้อกำหนดทางธรณีวิทยา เส้นผ่านศูนย์กลาง การวางแนว และซับในเฉพาะของสัญญาจ้างอุโมงค์เดียว
ความต้องการ TBM ทั่วโลกเพิ่มขึ้นอย่างต่อเนื่องมานานหลายทศวรรษ โดยได้รับแรงหนุนจากการลงทุนโครงสร้างพื้นฐานขนาดใหญ่ในระบบรถไฟใต้ดิน อุโมงค์ถนน โครงสร้างพื้นฐานด้านน้ำประปาและน้ำเสีย อุโมงค์ไฟฟ้าพลังน้ำ และเครือข่ายโลจิสติกส์ใต้ดิน เมืองต่างๆ ตั้งแต่ลอนดอน มุมไบ ไปจนถึงลอสแองเจลิส ต่างใช้ TBM เพื่อสร้างโครงสร้างพื้นฐานใต้ดินโดยไม่กระทบต่อชีวิตบนพื้นผิว ความต้องการนี้ได้สร้างการแข่งขันระดับโลก การผลิตทีบีเอ็ม อุตสาหกรรมที่ถูกครอบงำโดยผู้ผลิตรายใหญ่เพียงไม่กี่รายที่สามารถส่งมอบเครื่องจักรแบบกำหนดเองที่ได้รับการออกแบบทางวิศวกรรมและสร้างขึ้นเพื่อให้มีความทนทานต่อความแม่นยำเป็นพิเศษตามกำหนดเวลาของสัญญาซึ่งอาจครอบคลุมระยะเวลา 18 เดือนขึ้นไป
ประเภทของเครื่องเจาะอุโมงค์และวิธีการผลิตที่แตกต่างกัน
การผลิต TBM ไม่ใช่กระบวนการผลิตเดียว แต่เป็นตระกูลของการออกแบบเครื่องจักรที่เกี่ยวข้องกันแต่มีความแตกต่างกันอย่างชัดเจน โดยแต่ละประเภทได้รับการออกแบบทางวิศวกรรมสำหรับสภาพพื้นดินที่เฉพาะเจาะจง ประเภทของ TBM ที่เลือกสำหรับโครงการจะกำหนดขอบเขตการผลิต ข้อมูลจำเพาะของส่วนประกอบ และความซับซ้อนในการประกอบที่เกี่ยวข้องโดยพื้นฐาน
ฮาร์ดร็อค TBM (กริปเปอร์ TBM)
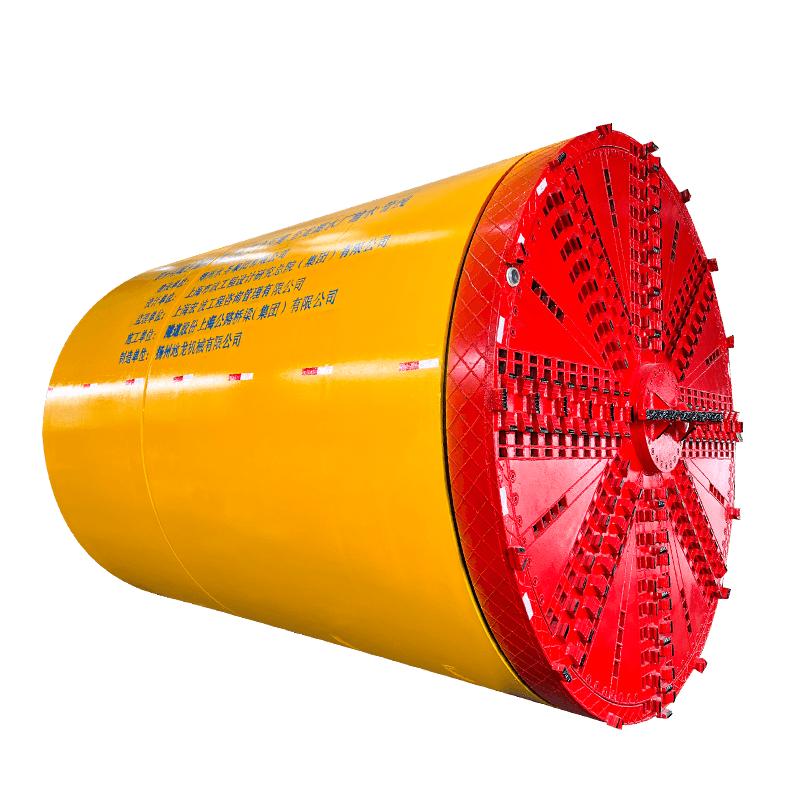
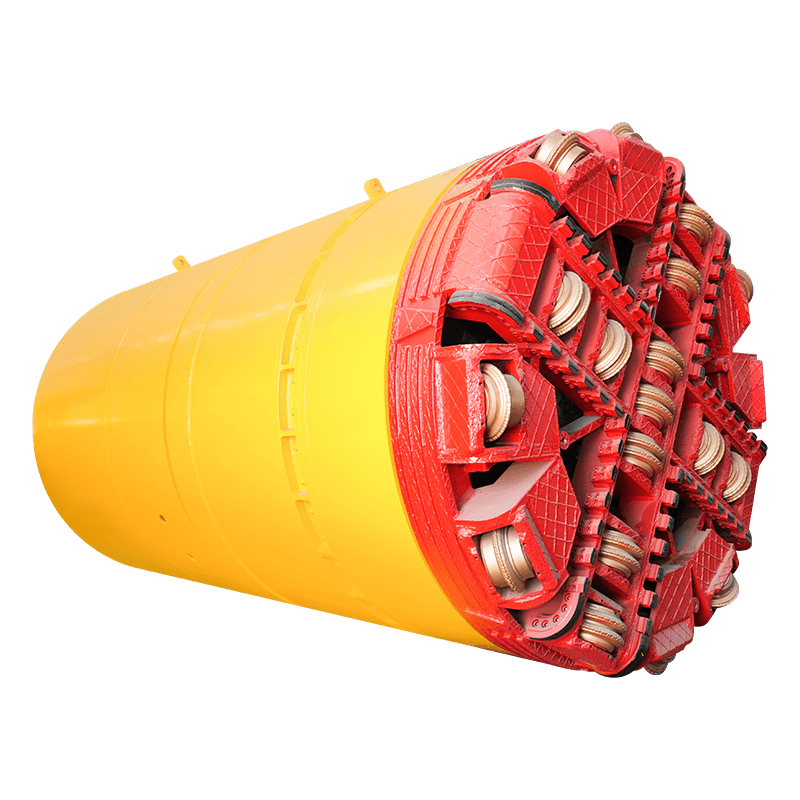
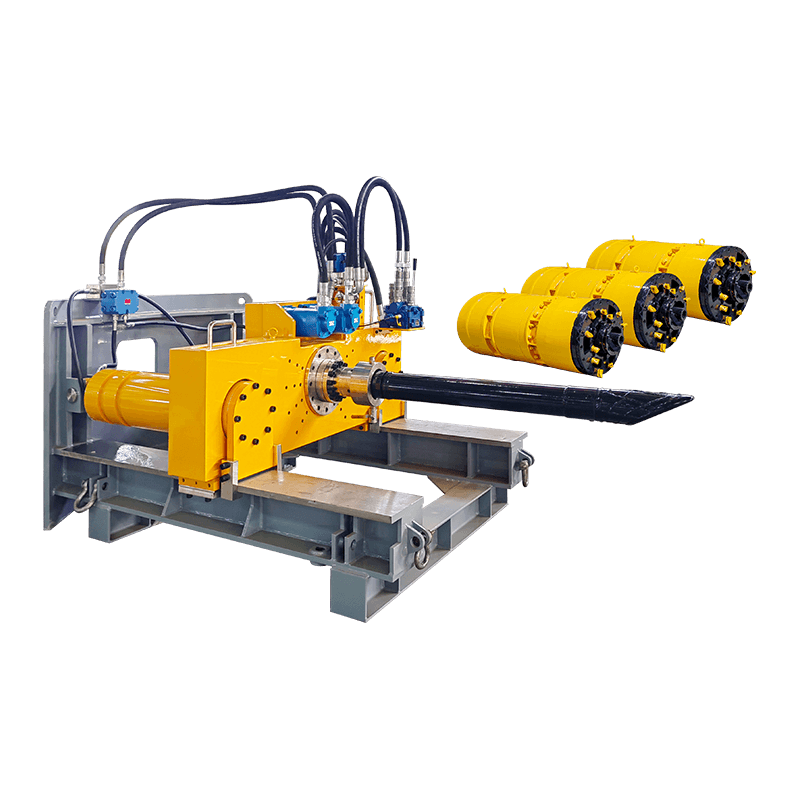
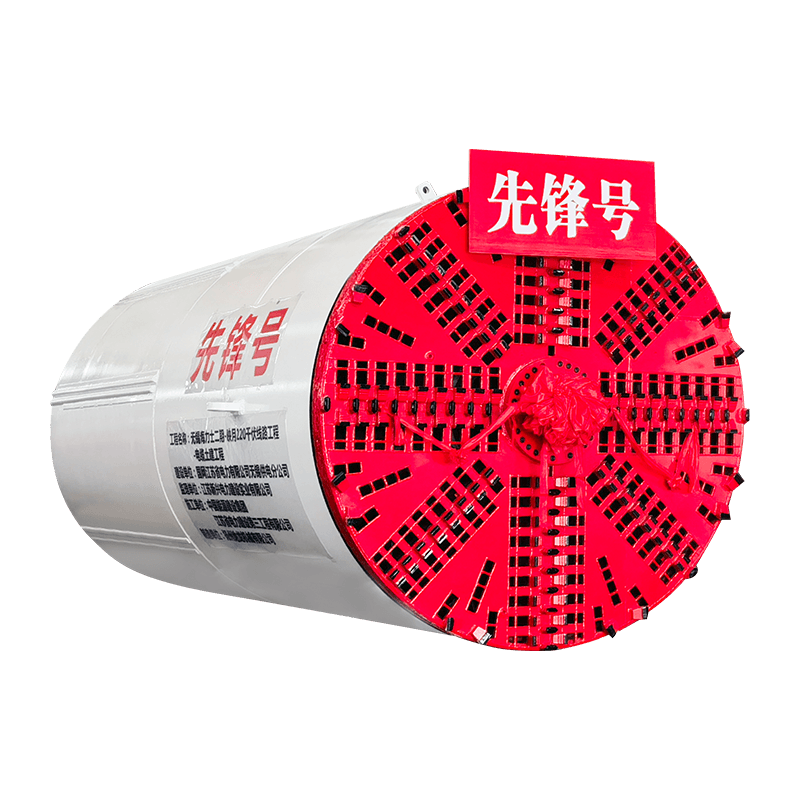
อุปกรณ์จับยึด TBM ได้รับการออกแบบมาเพื่อการขุดอุโมงค์ผ่านหินที่แข็งแกร่งและมีความสามารถ เช่น หินแกรนิต หินบะซอลต์ และหินปูน เครื่องจักรจะก้าวหน้าโดยการกดหัวตัดแบบหมุนเข้ากับหน้าหิน ในขณะที่มือจับไฮดรอลิกขยายออกไปด้านข้างเพื่อค้ำยันผนังอุโมงค์ ทำให้เกิดแรงปฏิกิริยาที่จำเป็นสำหรับแรงผลักดันไปข้างหน้า การผลิตกริปเปอร์ TBM มุ่งเน้นไปที่การผลิตหัวตัดที่แข็งแกร่งอย่างยิ่ง — โดยทั่วไปแล้วจะประดิษฐ์จากแผ่นเหล็กที่มีความแข็งแรงสูงพร้อมตัวเรือนใบมีดแบบดิสก์ที่อยู่ในตำแหน่งที่แม่นยำ — และชุดตลับลูกปืนหลักที่ทรงพลังซึ่งสามารถส่งแรงผลักดันจำนวนมหาศาลในขณะที่หมุนอย่างต่อเนื่อง เครื่องตัดดิสก์บนเครื่องจักรฮาร์ดร็อกเป็นส่วนประกอบคาร์ไบด์ที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำ ซึ่งต้องผลิตขึ้นโดยมีพิกัดความเผื่อด้านขนาดที่แคบ เพื่อให้แน่ใจว่ามีการสึกหรอสม่ำเสมอทั่วทั้งหน้าของหัวกัด
เครื่องสมดุลแรงดันดิน (EPB)
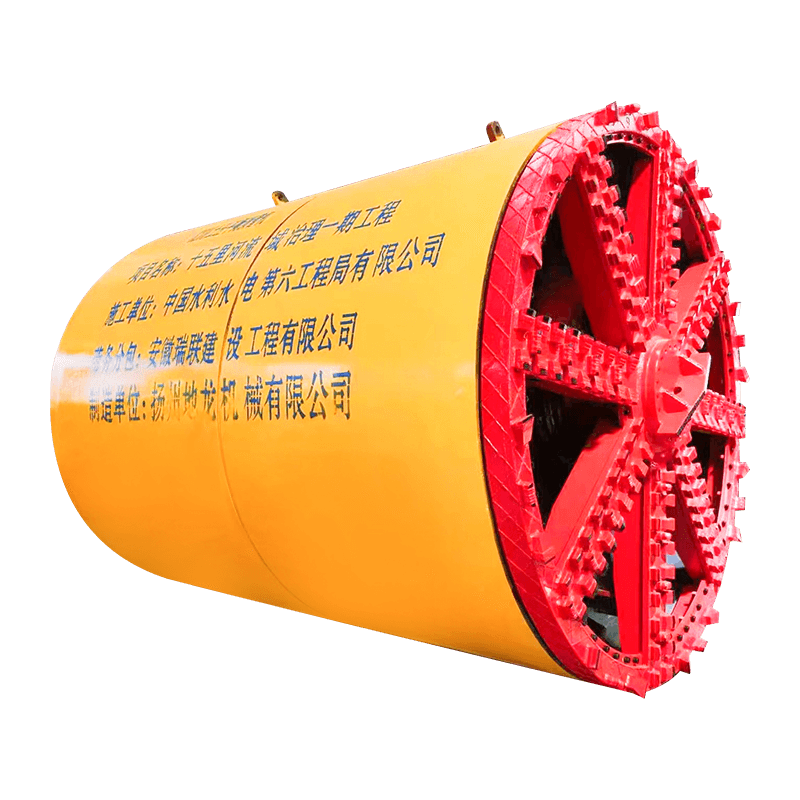
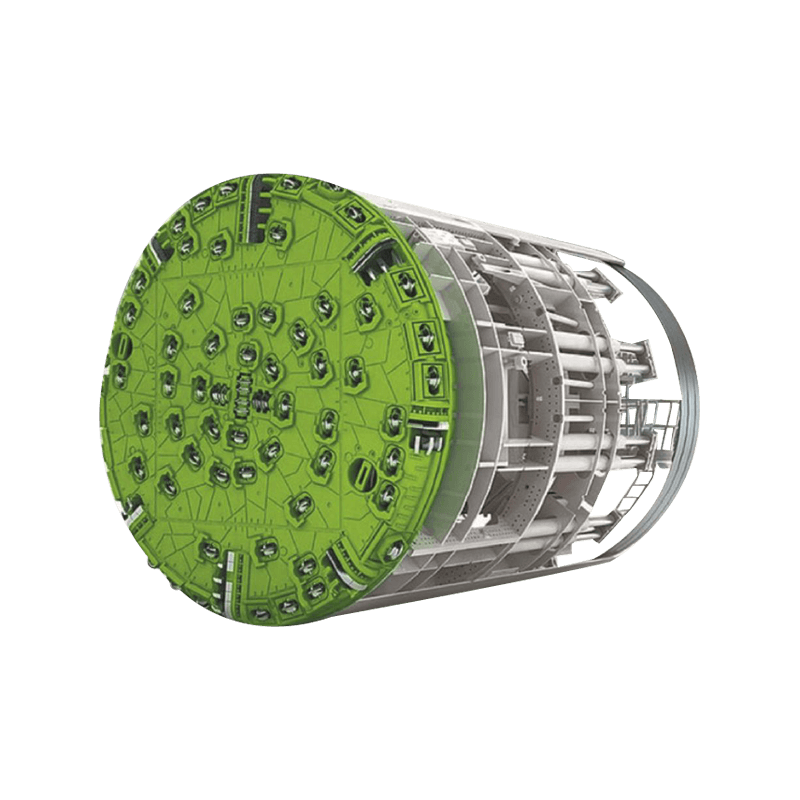
เครื่องจักร EPB เป็นกลไกหลักในการขุดอุโมงค์ในเมืองในพื้นที่ดินอ่อน ดินผสม และสภาพที่รองรับน้ำ พวกเขาใช้วัสดุที่ขุดขึ้นมาเอง — ปรับสภาพด้วยโฟม โพลีเมอร์ หรือสารเติมแต่งเบนโทไนต์ — เพื่อรักษาแรงกดที่หน้าและป้องกันการทรุดตัวของพื้นดินเหนืออุโมงค์ ความซับซ้อนในการผลิตของ EPB TBM มีศูนย์กลางอยู่ที่ระบบสกรูลำเลียงที่ควบคุมอัตราการสกัดวัสดุเพื่อรักษาสมดุลของแรงกดหน้า ระบบการฉีดโฟมที่รวมอยู่ในหัวตัด และตัวเกราะที่ต้องทนทานต่อแรงดันดินและน้ำเต็มพื้นที่โดยรอบ รูปทรงของหัวตัดสำหรับเครื่องจักร EPB โดยพื้นฐานแล้วแตกต่างไปจากการออกแบบแบบฮาร์ดร็อก โดยประกอบด้วยเครื่องขูด ที่ตักถัง และช่องปรับสภาพดิน แทนที่จะเป็นตัวเสื้อเครื่องตัดแบบดิสก์
Slurry Shield TBM
Slurry TBM ถูกใช้ในพื้นที่หลวมและเต็มไปด้วยน้ำ ซึ่งแม้แต่การปรับสภาพผิวหน้า EPB ก็ไม่เพียงพอต่อการรักษาเสถียรภาพ พวกเขารักษาแรงกดที่หน้าโดยใช้สารละลายเบนโทไนต์ที่มีแรงดันซึ่งเติมเต็มห้องขุด โดยมีแผงกั้นด้านหลังหัวตัดรองรับ สารละลายจะถูกสูบขึ้นสู่ผิวน้ำผ่านท่อ จากนั้นนำไปแปรรูปในโรงงานแยกเพื่อกำจัดของเสีย และหมุนเวียนกลับคืนสู่ผิวหน้า การผลิต TBM สำหรับเครื่องจักรผสมของเหลวเกี่ยวข้องกับการผลิตโรงงานแยกซึ่งเป็นส่วนหนึ่งของขอบเขตของระบบโดยรวม ซึ่งเป็นความท้าทายทางวิศวกรรมเพิ่มเติมที่เกี่ยวข้องกับไฮโดรไซโคลน เครื่องหมุนเหวี่ยง และโครงสร้างพื้นฐานในการสูบน้ำผสม นอกเหนือจากตัวเครื่องจักรเอง
TBM แบบผสมกราวด์และความหนาแน่นแปรผัน
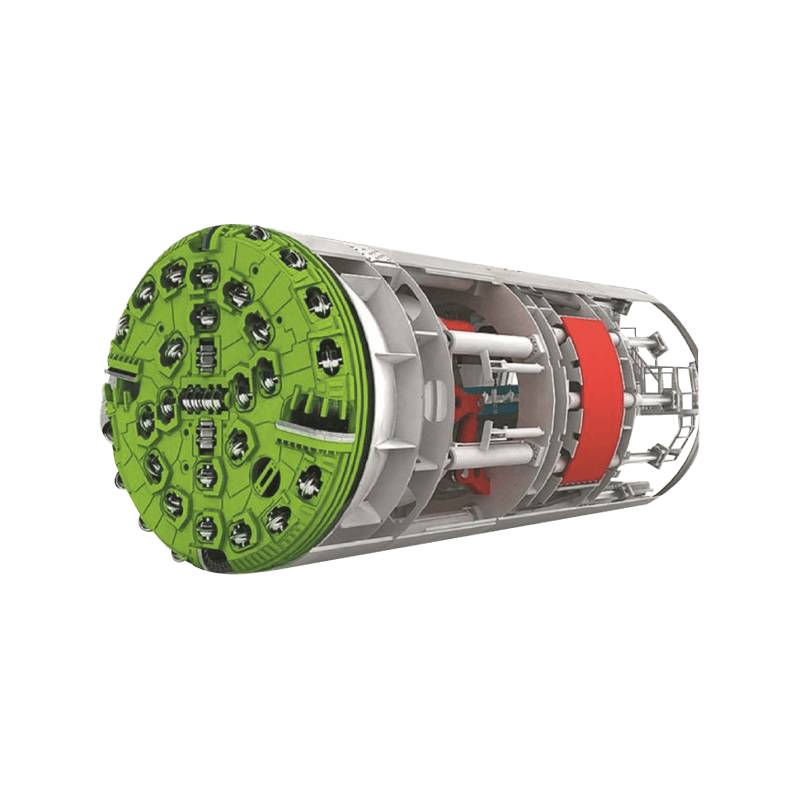
TBM ที่ซับซ้อนที่สุดเท่าที่เคยผลิตมาคือเครื่องจักรที่ออกแบบมาสำหรับสภาพหน้าผสม เช่น อุโมงค์ที่ผ่านทั้งหินและดินอ่อนภายในหน้าตัดของอุโมงค์เดียวกัน หรือการเปลี่ยนระหว่างโซนฮาร์ดร็อคและโซนซอฟท์ตามแนวการวางแนว TBM ความหนาแน่นแปรผันหรือกราวด์ผสมเหล่านี้ต้องรวมทั้งเครื่องตัดดิสก์และเครื่องมือตัดกราวด์แบบอ่อนไว้ในหัวตัดเดียวกัน พร้อมห้องขุดแบบเปิดประทุนที่สามารถสลับระหว่างโหมด EPB และฮาร์ดร็อคระหว่างการขับเคลื่อน การผลิตเครื่องจักรเหล่านี้จำเป็นต้องแก้ไขข้อกำหนดการออกแบบที่ขัดแย้งกันไปพร้อมๆ กัน ซึ่งผลักดันวิศวกรรม TBM ให้ถึงขีดจำกัด
ส่วนประกอบหลักที่ผลิตในทุก TBM
ไม่ว่าจะเป็นประเภทใดก็ตาม เครื่องคว้านอุโมงค์ทุกเครื่องจะใช้ชุดระบบย่อยพื้นฐานร่วมกัน ซึ่งต้องได้รับการออกแบบและผลิตขึ้นเพื่อทำงานร่วมกันเป็นระบบที่บูรณาการอย่างแม่นยำ การทำความเข้าใจส่วนประกอบหลักเหล่านี้อธิบายได้ว่าทำไมการผลิต TBM จึงมีความต้องการทางเทคนิคและใช้เวลานานมาก
| ส่วนประกอบ | ฟังก์ชั่น | ความท้าทายด้านการผลิตที่สำคัญ |
| หัวตัด | ขุดหน้าอุโมงค์โดยหมุนกับหินหรือดิน | ความสมบูรณ์ของโครงสร้างภายใต้แรงขับและแรงบิดรวม ความแม่นยำในการวางตำแหน่งเครื่องมือตัด |
| ชุดลูกปืนหลัก | รองรับหัวตัดและส่งแรงขับและแรงบิด | อายุการใช้งานภายใต้ภาระสูงที่ยั่งยืน ปิดผนึกป้องกันการปนเปื้อนพื้นดิน |
| ตัวโล่ | ปกป้องคนงานและอุปกรณ์ จัดหาที่อยู่อาศัยที่มีโครงสร้าง | ความกลมที่แม่นยำสำหรับการสร้างส่วน; ความต้านทานแรงดันดิน |
| ระบบกระบอกสูบแรงขับ | ขับเคลื่อนเครื่องจักรไปข้างหน้าโดยชนกับซับในอุโมงค์ที่ติดตั้งไว้ | การควบคุมจังหวะแบบซิงโครไนซ์กับกระบอกสูบทั้งหมด ความน่าเชื่อถือของซีล |
| ผู้สร้างส่วน | หยิบและติดตั้งส่วนบุคอนกรีตสำเร็จรูป | ความแม่นยำของตำแหน่ง ความน่าเชื่อถือของระบบสุญญากาศ ความสามารถในการรับน้ำหนัก |
| ขับเคลื่อนมอเตอร์และกระปุกเกียร์ | เพิ่มพลังให้กับการหมุนของหัวตัด | ความหนาแน่นของพลังงานในพื้นที่อับอากาศ การจัดการความร้อน |
| หน่วยพลังงานไฮดรอลิก | ส่งกำลังให้กับระบบไฮดรอลิกทั้งหมด รวมถึงแรงขับและตัวสร้าง | บูรณาการระบบ ความซ้ำซ้อน; การปฏิเสธความร้อนในพื้นที่อับอากาศ |
| ระบบควบคุมและนำทาง | นำทางการจัดแนวอุโมงค์และตรวจสอบระบบทั้งหมด | ความแม่นยำในสภาพแวดล้อมใต้ดินที่ถูกปฏิเสธด้วย GPS การรวมข้อมูลแบบเรียลไทม์ |
กระบวนการผลิต TBM ทีละขั้นตอน
กระบวนการผลิตเครื่องคว้านอุโมงค์ตั้งแต่การเซ็นสัญญาไปจนถึงการทดสอบการยอมรับของโรงงานเป็นโปรแกรมทางวิศวกรรมและการผลิตแบบหลายขั้นตอนที่มีความยาว การทำความเข้าใจลำดับนี้ทำให้ชัดเจนว่าเหตุใดระยะเวลารอคอยในการส่งมอบ TBM โดยทั่วไปจึงอยู่ที่ 12–24 เดือน แม้แต่สำหรับผู้ผลิตที่มีประสบการณ์ซึ่งมีห่วงโซ่อุปทานที่จัดตั้งขึ้นแล้วก็ตาม
ขั้นที่ 1 — การวิเคราะห์ข้อกำหนดทางธรณีเทคนิคและโครงการ
ก่อนที่จะออกแบบส่วนประกอบชิ้นเดียว ทีมวิศวกรของผู้ผลิต TBM จะทำการวิเคราะห์โดยละเอียดเกี่ยวกับข้อมูลการตรวจสอบทางธรณีเทคนิคที่ลูกค้ามอบให้ ซึ่งรวมถึงบันทึกของหลุมเจาะ พารามิเตอร์ความแข็งแรงของหิน โปรไฟล์แรงดันน้ำใต้ดิน ผลการทดสอบการขัดถู และข้อมูลความสามารถในการซึมผ่านของพื้นดินตลอดแนวอุโมงค์ทั้งหมด การวิเคราะห์นี้ขับเคลื่อนการออกแบบหัวตัด ขนาดระบบแรงขับ ข้อมูลจำเพาะของตลับลูกปืน และการกำหนดค่าระบบปรับสภาพดินโดยตรง เครื่องจักรที่ออกแบบโดยใช้ข้อมูลภาคพื้นดินที่ไม่ถูกต้องหรือไม่เพียงพอจะมีประสิทธิภาพต่ำกว่าหรือล้มเหลว การวิเคราะห์ทางธรณีเทคนิคเป็นรากฐานสำหรับการออกแบบทั้งหมด
ขั้นตอนที่ 2 — วิศวกรรมและการออกแบบที่กำหนดเอง
เมื่อกำหนดสภาพพื้นดินแล้ว ทีมวิศวกรจะพัฒนาการออกแบบ TBM ที่สมบูรณ์โดยใช้ซอฟต์แวร์ 3D CAD ขั้นสูงและการวิเคราะห์องค์ประกอบไฟไนต์เอลิเมนต์ การออกแบบโครงสร้างหัวตัดได้รับการวิเคราะห์สำหรับสถานการณ์โหลดแรงขับและแรงบิดแบบรวม การคำนวณอายุการใช้งานตลับลูกปืนหลักดำเนินการโดยใช้ทฤษฎีอายุการใช้งานตลับลูกปืน ISO 281 ที่ปรับให้เหมาะกับสเปกตรัมโหลดเฉพาะ TBM เกณฑ์ความคลาดเคลื่อนความกลมของตัวชีลด์ถูกกำหนดตามรูปทรงของซับในเซ็กเมนต์ การเชื่อมหลักทุกจุดในการผลิตโครงสร้างได้รับการออกแบบและจัดทำเอกสารตามรหัสโครงสร้างที่เกี่ยวข้อง โดยทั่วไปขั้นตอนการออกแบบนี้จะใช้เวลาสามถึงห้าเดือนสำหรับ TBM ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ และผลิตแบบและข้อกำหนดทางวิศวกรรมนับหมื่นรายการ
ขั้นตอนที่ 3 — การจัดหาวัสดุและห่วงโซ่อุปทาน
การผลิต TBM ต้องใช้วัสดุและส่วนประกอบเฉพาะทางที่หลากหลาย ซึ่งส่วนใหญ่ใช้เวลาในการจัดซื้อนาน แผ่นเหล็กโครงสร้างที่มีความแข็งแรงสูงสำหรับหัวตัดและตัวโล่ แบริ่งแหวนแกว่งที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ กระปุกเกียร์ดาวเคราะห์แรงบิดสูง กระบอกไฮดรอลิกที่ผลิตขึ้นตามข้อกำหนดระยะชักและแรงดันที่แม่นยำ และระบบการปิดผนึกแบบพิเศษ ล้วนต้องมีการจัดซื้อล่วงหน้าเพื่อหลีกเลี่ยงการล่าช้าในการผลิต ชุดประกอบตลับลูกปืนหลัก — วงแหวนแกว่งขนาดใหญ่ที่มีเส้นผ่านศูนย์กลางเกินสามเมตรสำหรับ TBM ขนาดใหญ่ — มักจะใช้เวลาในการผลิตแบบสแตนด์อโลนที่หกถึงเก้าเดือน และโดยทั่วไปจะเป็นรายการเส้นทางวิกฤตในกำหนดการส่งมอบ TBM ทั้งหมด
ขั้นตอนที่ 4 — การประดิษฐ์โครงสร้าง
การสร้างโครงสร้างของ TBM เกี่ยวข้องกับการตัด การขึ้นรูป และการเชื่อมส่วนแผ่นเหล็กหนักเข้ากับส่วนประกอบโครงสร้างหลัก เช่น หัวตัด ชิลด์ด้านหน้า ชิลด์ด้านหลัง และส่วนประกอบเฟืองท้าย งานนี้ดำเนินการโดยช่างเชื่อมโครงสร้างที่ผ่านการรับรองโดยใช้ขั้นตอนการเชื่อมที่ผ่านการรับรองเบื้องต้น และตรวจสอบโดยการทดสอบแบบไม่ทำลาย รวมถึงการตรวจด้วยคลื่นเสียงความถี่สูง อนุภาคแม่เหล็ก และภาพรังสี การควบคุมมิติระหว่างการผลิตถือเป็นสิ่งสำคัญ — ตัวเกราะจะต้องโค้งมนจนถึงพิกัดความเผื่อที่จำกัด เพื่อให้สามารถติดตั้งส่วนบุอุโมงค์ด้วยรูปทรงของช่องว่างที่สอดคล้องกัน ส่วนประกอบโครงสร้างขนาดใหญ่จะถูกตัดเฉือนหลังการผลิตเพื่อให้ได้ค่าความคลาดเคลื่อนของส่วนต่อประสานที่ต้องการที่พื้นผิวการผสมพันธุ์
ขั้นตอนที่ 5 — การประกอบเครื่องกลและไฮดรอลิก
เมื่อการผลิตโครงสร้างเสร็จสมบูรณ์ เครื่องจักรก็จะถูกประกอบเข้ากับระบบเครื่องกล ไฮดรอลิก และระบบไฟฟ้าอย่างต่อเนื่อง มีการติดตั้งแบริ่งหลักและแรงบิดตามข้อกำหนด มอเตอร์ขับเคลื่อนและกระปุกเกียร์ได้รับการติดตั้งและจัดตำแหน่ง มีการติดตั้งระบบกระบอกสูบแรงขับ และกระบอกสูบทั้งหมดได้รับการทดสอบแรงดันแยกกันก่อนที่จะเชื่อมต่อกับชุดจ่ายกำลังไฮดรอลิก แขนยกเซ็กเมนต์ถูกประกอบขึ้น และตรวจสอบระยะเอื้อม ความเร็ว และความสามารถในการรับน้ำหนัก ระบบควบคุมเป็นแบบมีสายและผสานรวม โดยอินพุตเซ็นเซอร์และเอาต์พุตของแอคทูเอเตอร์ทั้งหมดได้รับการตรวจสอบเทียบกับเอกสารประกอบลอจิกควบคุม ขั้นตอนการประกอบนี้ต้องใช้แรงงานที่มีทักษะเข้มข้น — การประกอบ TBM ต้องการช่างเทคนิคที่เข้าใจการบูรณาการระบบทั้งหมด ไม่ใช่แค่การติดตั้งส่วนประกอบแต่ละชิ้น
ขั้นตอนที่ 6 — การทดสอบการยอมรับจากโรงงาน
ก่อนที่ TBM จะออกจากโรงงาน จะผ่านการทดสอบการยอมรับจากโรงงาน (FAT) อย่างครอบคลุม โดยมีลูกค้าและตัวแทนด้านเทคนิคเป็นพยานเห็น FAT จะตรวจสอบว่าระบบทั้งหมดทำงานตามข้อกำหนดภายใต้สภาวะที่ได้รับการควบคุม ได้แก่ ความเร็วและแรงบิดในการหมุนของหัวตัด แรงขับของกระบอกสูบและระยะชัก ช่วงตัวสร้างส่วนและความสามารถในการรับน้ำหนัก ความดันและการไหลของระบบไฮดรอลิก การทำงานของระบบไฟฟ้า และการตอบสนองของระบบควบคุม ระบบนำทางได้รับการสอบเทียบและตรวจสอบแล้ว ข้อบกพร่องใดๆ ที่ระบุในระหว่าง FAT จะต้องได้รับการแก้ไขก่อนที่เครื่องจะได้รับการอนุมัติสำหรับการจัดส่ง บันทึก FAT จะกลายเป็นส่วนหนึ่งของเอกสารถาวรของเครื่องและมีการอ้างอิงตลอดอายุการใช้งาน

มาตรฐานทางวิศวกรรมที่แม่นยำในการผลิต TBM
ข้อกำหนดด้านความแม่นยำของการผลิต TBM เทียบได้กับข้อกำหนดด้านการบินและอวกาศขนาดใหญ่และอุปกรณ์ป้องกัน ความคลาดเคลื่อนเหล่านี้ไม่ได้กำหนดขึ้นเอง — ส่งผลโดยตรงต่อความสามารถของเครื่องจักรในการสร้างอุโมงค์ตามตำแหน่งที่ระบุ ติดตั้งส่วนบุรองโดยไม่เกิดความเสียหาย และรักษาข้อต่อกันน้ำระหว่างส่วนต่างๆ ตลอดอายุของอุโมงค์
- ความกลมของหัวตัด: เส้นผ่านศูนย์กลางภายนอกของหัวตัดต้องอยู่ภายใน ±2–3 มม. ของเส้นผ่านศูนย์กลางรูที่ระบุ เพื่อรักษาส่วนที่เกินที่ออกแบบไว้ และป้องกันไม่ให้โล่ติดอยู่ในพื้นดิน การบรรลุพิกัดความเผื่อนี้ในโครงสร้างเหล็กประดิษฐ์ที่มีเส้นผ่านศูนย์กลาง 5 ถึง 12 เมตร จำเป็นต้องมีลำดับขั้นตอนการเชื่อมอย่างระมัดระวัง เพื่อควบคุมการบิดเบี้ยวและการตัดเฉือนหลังการเชื่อมของพื้นผิวส่วนต่อประสานที่สำคัญ
- เครื่องจักรกลที่นั่งแบริ่งหลัก: รูตัวเรือนและสมุดรายวันเพลาซึ่งวางตำแหน่งชุดลูกปืนหลักจะต้องผ่านการตัดเฉือนตามพิกัดความเผื่อในช่วง IT6–IT7 (0.010–0.025 มม.) และตรวจสอบโดยใช้เครื่องวัดพิกัดที่แม่นยำ รูปทรงที่นั่งตลับลูกปืนที่ไม่ถูกต้องจะลดอายุการใช้งานของตลับลูกปืนลงอย่างมาก และอาจทำให้เกิดความเสียหายจากความล้าก่อนเวลาอันควรซึ่งอยู่ลึกลงไปใต้ดิน — สถานการณ์การซ่อมแซมที่มีราคาแพงมากและใช้เวลานาน
- ความหมุนเวียนของตัวโล่: ส่วนชิลด์ด้านหน้าและด้านหลังจะต้องประกอบและตัดเฉือนเพื่อให้มีความคลาดเคลื่อนเป็นวงกลม โดยทั่วไปจะอยู่ภายใน 5–10 มม. เหนือเส้นผ่านศูนย์กลางเต็ม เพื่อให้แน่ใจว่าช่องว่างวงแหวนระหว่างชีลด์และส่วนซับในที่ติดตั้งนั้นสอดคล้องกันรอบเส้นรอบวง ความสม่ำเสมอนี้มีความสำคัญอย่างยิ่งต่อประสิทธิภาพในการปิดผนึกผิวหนังส่วนท้าย - แปรงและจาระบีที่อุดช่องว่างระหว่างหางของโล่และซับในจะต้องสัมผัสกันเพื่อป้องกันน้ำใต้ดินซึมเข้าไป
- การซิงโครไนซ์จังหวะของกระบอกสูบแรงขับ: ใน TBM ขนาดใหญ่ กระบอกสูบแรงขับจำนวน 30–50 อันจะต้องขยายและถอยกลับเป็นกลุ่มที่มีการประสานงานอย่างแม่นยำเพื่อควบคุมระยะพิทช์และการหันเหของเครื่องจักรในขณะที่บังคับทิศทางไปตามแนวอุโมงค์ กระบอกสูบต้องได้รับการผลิตให้มีความทนทานต่อระยะชักสม่ำเสมอ และระบบควบคุมต้องได้รับการสอบเทียบเพื่อรักษาการซิงโครไนซ์ตำแหน่งภายในไม่กี่มิลลิเมตรตลอดระยะชักของกระบอกสูบทั้งหมด
- ตำแหน่งตัวเรือนเครื่องตัดแผ่นดิสก์: สำหรับ TBM แบบฮาร์ดร็อค ตำแหน่งของตัวเรือนดิสก์คัตเตอร์แต่ละตัวในหน้าของหัวคัตเตอร์จะต้องถูกกำหนดไว้อย่างแม่นยำตามรัศมีการตัดที่ออกแบบไว้ เพื่อให้แน่ใจว่าคัตเตอร์ทั้งหมดที่มีรัศมีเดียวกันจะติดตามร่องเดียวกันในหน้าหิน ข้อผิดพลาดด้านตำแหน่งในระยะห่างของหัวกัดทำให้หัวกัดแต่ละอันรับน้ำหนักมากเกินไปและการสึกหรอเร็วขึ้น ส่งผลให้อายุการใช้งานของหัวกัดลดลง และเพิ่มความถี่ของการเปลี่ยนหัวกัดใต้ดินที่ใช้เวลานาน
เทคโนโลยีหลักที่ขับเคลื่อนการผลิต TBM สมัยใหม่
ความทันสมัยในการผลิตเครื่องจักรคว้านอุโมงค์ได้ก้าวหน้าไปอย่างมากในช่วงไม่กี่ทศวรรษที่ผ่านมา โดยได้แรงหนุนจากความต้องการของโครงการอุโมงค์ที่ท้าทายมากขึ้น และการผสานรวมเครื่องมือวิศวกรรมดิจิทัลที่นักออกแบบ TBM รุ่นก่อนๆ ไม่สามารถทำได้
Digital Twin และการจำลอง
ขณะนี้ผู้ผลิต TBM ชั้นนำได้พัฒนาเครื่องแต่ละรุ่นแบบดิจิทัลแฝดเต็มรูปแบบก่อนที่จะเริ่มการผลิต โมเดลเหล่านี้รวมการวิเคราะห์โครงสร้าง การจำลองระบบไฮดรอลิก และการสร้างแบบจำลองลอจิกควบคุม เพื่อตรวจสอบประสิทธิภาพของระบบตลอดช่วงเงื่อนไขการทำงานทั้งหมดที่คาดหวังสำหรับโครงการเฉพาะ Digital Twins ช่วยให้วิศวกรสามารถระบุข้อขัดแย้งของอินเทอร์เฟซ ปรับตำแหน่งส่วนประกอบให้เหมาะสม และจำลองสถานการณ์ข้อผิดพลาดก่อนที่จะตัดเหล็กชิ้นเดียว ในระหว่างการทำงาน สามารถอัปเดต Digital Twin อย่างต่อเนื่องด้วยข้อมูลเครื่องจักรจริง เพื่อรองรับการบำรุงรักษาเชิงคาดการณ์และการแก้ไขปัญหาจากศูนย์วิศวกรรมของผู้ผลิตทุกที่ในโลก
วัสดุหัวตัดขั้นสูงและการป้องกันการสึกหรอ
การสึกหรอของหัวตัดเป็นหนึ่งในปัจจัยหลักที่จำกัดอัตราการล่วงหน้าของ TBM และเพิ่มค่าบำรุงรักษาในพื้นที่ที่มีฤทธิ์กัดกร่อน การผลิต TBM สมัยใหม่ผสมผสานกลยุทธ์การป้องกันการสึกหรอขั้นสูง ซึ่งรวมถึงปุ่มการสึกหรอของทังสเตนคาร์ไบด์ แผ่นเคลือบโครเมียมคาร์ไบด์ และการสึกหรอของเม็ดมีดเซรามิกคอมโพสิตในบริเวณที่มีการสึกหรอสูงสุดของหัวกัด ขณะนี้การเลือกและการวางตำแหน่งการป้องกันการสึกหรอได้รับการวิเคราะห์โดยใช้พลศาสตร์ของไหลเชิงคำนวณและการสร้างแบบจำลององค์ประกอบแบบแยกส่วนเพื่อคาดการณ์รูปแบบการสึกหรอสำหรับสภาพดินและหินเฉพาะของโครงการ ช่วยให้การป้องกันเข้มข้นตรงจุดที่ต้องการมากที่สุดแทนที่จะใช้อย่างสม่ำเสมอ
การเชื่อมอัตโนมัติและการผลิตหุ่นยนต์
แม้ว่าการผลิต TBM ส่วนใหญ่ยังคงต้องอาศัยช่างเชื่อมด้วยมือที่มีทักษะสูง แต่การบูรณาการระบบการเชื่อมแบบอัตโนมัติได้ปรับปรุงความสม่ำเสมอในการเชื่อมและความสามารถในการผลิตในข้อต่อการเชื่อมที่มีปริมาณมาก เซลล์การเชื่อมด้วยหุ่นยนต์ใช้สำหรับการเชื่อมโครงสร้างซ้ำๆ ในแผงตัวถังและซี่ลวด ซึ่งรูปทรงการเชื่อมที่สม่ำเสมอเป็นสิ่งสำคัญ การเชื่อมอาร์กแบบจุ่มถูกนำมาใช้กันอย่างแพร่หลายสำหรับการเชื่อมแบบชนหนักในส่วนแผ่นหนา ให้การเจาะลึกและอัตราการสะสมสูงด้วยคุณภาพที่เชื่อถือได้ กระบวนการอัตโนมัติเหล่านี้ช่างเชื่อมที่มีทักษะฟรีจะมุ่งเน้นไปที่ข้อต่อการเข้าถึงที่ซับซ้อนซึ่งความเชี่ยวชาญของพวกเขาจะเพิ่มมูลค่ามากที่สุด
ระบบตรวจสอบประสิทธิภาพแบบเรียลไทม์
TBM ร่วมสมัยมีเซ็นเซอร์หลายร้อยตัวคอยตรวจสอบทุกอย่างตั้งแต่แรงผลักดันของกระบอกสูบแต่ละตัวไปจนถึงอุณหภูมิแบริ่งหลัก แรงบิดของหัวตัด แรงกดหน้า ความดันการฉีดจาระบีซีลส่วนท้าย และตำแหน่งตัวสร้างส่วน ข้อมูลนี้จะถูกบันทึกแบบเรียลไทม์ แสดงต่อผู้ปฏิบัติงาน ส่งไปยังสำนักงานวิศวกรโครงการ และในหลายกรณีจะแชร์อย่างปลอดภัยกับทีมวิศวกรของผู้ผลิต TBM ความสามารถในการตรวจสอบประสิทธิภาพของเครื่องจักรจากระยะไกลได้เปลี่ยนวิธีที่ผู้ผลิตสนับสนุนอุปกรณ์ของตนในภาคสนาม ช่วยให้สามารถวินิจฉัยปัญหาที่เกิดขึ้นได้อย่างรวดเร็วก่อนที่จะกลายเป็นความล้มเหลวที่มีค่าใช้จ่ายสูง
ผู้ผลิต TBM ระดับโลกและสถานที่ที่พวกเขาสร้างเครื่องจักร
อุตสาหกรรมการผลิต TBM กระจุกตัวอยู่ในหมู่ผู้ผลิตรายใหญ่ระดับนานาชาติจำนวนไม่มาก ซึ่งแต่ละรายมีความสามารถด้านวิศวกรรมเฉพาะทางและโรงงานผลิตที่สามารถผลิตเครื่องจักรที่ใหญ่ที่สุดและซับซ้อนที่สุดในโลกได้
- แฮร์เรนเนคท์ เอจี (เยอรมนี): ผู้ผลิต TBM ที่ใหญ่ที่สุดในโลกเมื่อพิจารณาจากปริมาณต่อหน่วยและรายได้ มีสำนักงานใหญ่ในเมือง Schwanau ประเทศเยอรมนี Herrenknecht ผลิต TBM ประเภทต่างๆ ครบวงจร ตั้งแต่เครื่องจักรในอุโมงค์ขนาดเล็กไปจนถึงเครื่องสเลอรีขนาดใหญ่ และเครื่อง EPB โดยมีโรงงานผลิตหลักในเยอรมนีและดำเนินการประกอบทั่วโลก พวกเขาได้ส่งมอบเครื่องจักรสำหรับโครงการขุดอุโมงค์ที่ท้าทายที่สุดในโลกบางโครงการ รวมถึงอุโมงค์ฐาน Gotthard และระบบรถไฟใต้ดินจำนวนมากทั่วเอเชียและตะวันออกกลาง
- บริษัท The Robbins (สหรัฐอเมริกา): Robbins เป็นหนึ่งในชื่อที่เก่าแก่และมีชื่อเสียงมากที่สุดในการผลิต TBM โดยเป็นผู้บุกเบิกเทคโนโลยี TBM แบบฮาร์ดร็อค และยังคงเป็นผู้นำในด้าน TBM มือจับลำแสงหลักสำหรับการขุดอุโมงค์หิน พวกเขาผลิตและซ่อมแซมเครื่องจักรที่โรงงานในสหรัฐอเมริกา และมีเครือข่ายบริการและการสนับสนุนระดับโลกสำหรับอุปกรณ์ที่ใช้งานอยู่ทั่วโลก
- NFM Technologies (ฝรั่งเศส ซึ่งเป็นส่วนหนึ่งของกลุ่ม Bouygues): ผู้ผลิต TBM จากฝรั่งเศสที่มีความเชี่ยวชาญอย่างมากในด้านเครื่องอุโมงค์ในเมืองที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ โดยเฉพาะสเลอรีชีลด์และประเภท EPB สำหรับโครงการที่ท้าทายในยุโรปและต่างประเทศ NFM ได้ส่งมอบเครื่องจักรสำหรับโครงการรถไฟใต้ดินที่สำคัญในปารีส โรม และทั่วเอเชียตะวันออกเฉียงใต้
- CREG - กลุ่มอุปกรณ์วิศวกรรมรถไฟจีน: CREG ผู้ผลิต TBM รายใหญ่ที่สุดของจีน และปัจจุบันเป็นผู้ผลิต TBM รายใหญ่ที่สุดในโลกเมื่อเทียบปริมาณ โดยได้พัฒนาขีดความสามารถด้านวิศวกรรมและการผลิตอย่างรวดเร็ว ผ่านการผสมผสานระหว่างเทคโนโลยีที่ได้รับใบอนุญาตและการลงทุนด้านการวิจัยและพัฒนาในประเทศ CREG เป็นผู้จัดหา TBM ส่วนใหญ่ที่ใช้ในโครงการก่อสร้างอุโมงค์รถไฟใต้ดินและรถไฟความเร็วสูงขนาดใหญ่ของจีน และเริ่มส่งออกไปยังตลาดต่างประเทศ
- Kawasaki Heavy Industries และ Mitsubishi Heavy Industries (ญี่ปุ่น): กลุ่มบริษัทวิศวกรรมของญี่ปุ่นทั้งสองแห่งมีประวัติศาสตร์อันยาวนานในการผลิต TBM โดยเน้นไปที่ตลาดในญี่ปุ่นและโครงการส่งออกที่ได้รับการคัดเลือกเป็นหลัก การผลิต TBM ของญี่ปุ่นมีชื่อเสียงในด้านคุณภาพและความแม่นยำในการสร้างที่สูงมาก โดยมีความแข็งแกร่งเป็นพิเศษในเทคโนโลยีเครื่องจักรโล่สำหรับการขุดอุโมงค์ในเมืองแบบพื้นดินอ่อน
- Caterpillar (เขต Lovat, แคนาดา): Caterpillar เข้าซื้อกิจการ Lovat ซึ่งเป็นผู้ผลิต TBM ของแคนาดา และยังคงผลิต EPB และเครื่องผสมสารละลายภายใต้แบรนด์ Caterpillar อุโมงค์ เครื่องจักรของบริษัทมีการใช้กันอย่างแพร่หลายในโครงการขุดอุโมงค์โครงสร้างพื้นฐานในอเมริกาเหนือ รวมถึงการประปาและการขนส่งในเมือง
การปรับปรุงและการผลิตซ้ำของ TBM
ส่วนที่สำคัญและกำลังเติบโตของอุตสาหกรรมการผลิต TBM คือการตกแต่งใหม่และการผลิตเครื่องจักรใช้แล้วใหม่สำหรับโครงการอุโมงค์ใหม่ เมื่อพิจารณาถึงต้นทุนมหาศาลของ TBM ใหม่ เครื่องจักรที่มีเส้นผ่านศูนย์กลางขนาดใหญ่อาจมีราคาตั้งแต่ 15 ล้านถึง 50 ล้านดอลลาร์สหรัฐ หรือมากกว่านั้น เจ้าของโครงการและผู้รับเหมาจึงประเมินเครื่องจักรที่ได้รับการตกแต่งใหม่มากขึ้นเรื่อยๆ ว่าเป็นทางเลือกที่คุ้มค่าเมื่อสภาพของโครงการเข้ากันได้กับข้อกำหนดเฉพาะของเครื่องจักรที่มีอยู่
โดยทั่วไปการตกแต่ง TBM เกี่ยวข้องกับการแยกชิ้นส่วนระบบหลักทั้งหมด การตรวจสอบและการเปลี่ยนส่วนประกอบที่สึกหรอ การปรับสภาพส่วนประกอบโครงสร้าง การยกเครื่องตลับลูกปืนหลัก การเปลี่ยนซีลไฮดรอลิกและกระบอกสูบ และการสร้างระบบไฟฟ้าและการควบคุมใหม่ทั้งหมด ในโครงการตกแต่งใหม่ขนาดใหญ่ หัวกัดอาจถูกปรับโครงสร้างใหม่เพื่อปรับเปลี่ยนเค้าโครงของหัวกัดสำหรับสภาพพื้นดินที่แตกต่างกัน หรือเส้นผ่านศูนย์กลางของโล่อาจปรับเล็กน้อยโดยการเพิ่มหรือถอดเหล็กแทรกในแผ่นผิวหนัง การตกแต่งใหม่ที่ได้รับการดำเนินการอย่างดีสามารถยืดอายุการใช้งานของเครื่องจักรไปอีกโครงการหนึ่งและบางครั้งก็อาจมากกว่านั้นด้วยต้นทุนเพียงเล็กน้อยของเครื่องจักรใหม่
ความท้าทายและแนวโน้มในอนาคตในการผลิตเครื่องเจาะอุโมงค์
การผลิตของ TBM เผชิญกับความท้าทายด้านเทคนิคและเชิงพาณิชย์อย่างต่อเนื่อง ซึ่งกำหนดวิธีการพัฒนาอุตสาหกรรมในทศวรรษหน้า ความต้องการโซลูชันการขุดอุโมงค์ที่ใหญ่ขึ้น ลึกขึ้น และเป็นอัตโนมัติมากขึ้นกำลังผลักดันขอบเขตของสิ่งที่เทคโนโลยี TBM ในปัจจุบันสามารถบรรลุผลได้ และผลักดันการลงทุนด้านการวิจัยและพัฒนาที่สำคัญทั่วทั้งอุตสาหกรรม
- การเพิ่มเส้นผ่านศูนย์กลางของเครื่องจักร: แนวโน้มของอุโมงค์ที่มีเส้นผ่านศูนย์กลางใหญ่ขึ้นสำหรับทางหลวงและอุโมงค์รถไฟใต้ดิน/ถนนแบบรวมกำลังผลิตเครื่องจักรที่มีขนาดพิเศษ เครื่องจักรที่มีเส้นผ่านศูนย์กลางสูงกว่า 15 เมตรทำให้เกิดความท้าทายด้านโครงสร้างและลอจิสติกส์ที่ต้องใช้โซลูชั่นทางวิศวกรรมแบบใหม่ การขนส่ง การประกอบ และการเปิดตัวเครื่องจักรดังกล่าวในพื้นที่จำกัดของเพลาปล่อยต้องมีการวางแผนอย่างรอบคอบในทุกขั้นตอนของกระบวนการผลิตและการส่งมอบ
- ระบบเปลี่ยนเครื่องตัดอัตโนมัติ: การเปลี่ยนใบมีดตัดดิสก์บนฮาร์ดร็อค TBM กำหนดให้พนักงานต้องเข้าไปในห้องขุดภายใต้สภาวะบรรยากาศหรือแรงดัน เพื่อเปลี่ยนใบมีดที่สึกหรอด้วยตนเอง ซึ่งเป็นหนึ่งในงานที่ท้าทายและอันตรายที่สุดในการขุดอุโมงค์ ผู้ผลิตหลายรายกำลังพัฒนาระบบเปลี่ยนเครื่องตัดแบบหุ่นยนต์ที่สามารถทำงานนี้จากระยะไกลได้ ช่วยลดการที่พนักงานต้องสัมผัสกับสภาพแวดล้อมการขุดค้นที่มีแรงดันที่เป็นอันตราย การพัฒนาอุปกรณ์ควบคุมที่สามารถจัดการน้ำหนักของเครื่องตัดที่มีน้ำหนักเกิน 200 กก. ในพื้นที่จำกัด เปียก และปนเปื้อนถือเป็นความท้าทายทางวิศวกรรมที่สำคัญ
- การใช้พลังงานไฟฟ้าของระบบขับเคลื่อน: การเพิ่มแรงกดดันด้านกฎระเบียบเกี่ยวกับคุณภาพอากาศใต้ดินและการปล่อยก๊าซคาร์บอนกำลังเร่งการพัฒนาระบบขับเคลื่อน TBM แบบไฟฟ้าทั้งหมด ซึ่งจะกำจัดน้ำมันไฮดรอลิกและพลังงานที่ใช้น้ำมันดีเซลออกจากเครื่องจักร มอเตอร์หัวตัดแบบขับเคลื่อนโดยตรงแบบไฟฟ้า แอคทูเอเตอร์แบบทรงกระบอกแบบใช้ไฟฟ้า และการขนส่งในอุโมงค์ที่ขับเคลื่อนด้วยแบตเตอรี่หรือกริด ล้วนอยู่ภายใต้การพัฒนาอย่างแข็งขันโดยผู้ผลิตรายใหญ่
- ความยืดหยุ่นของห่วงโซ่อุปทาน: การหยุดชะงักทั่วโลกในช่วงไม่กี่ปีที่ผ่านมาเผยให้เห็นช่องโหว่ในห่วงโซ่อุปทานแบบขยายที่ผู้ผลิต TBM ต้องพึ่งพา โดยเฉพาะอย่างยิ่งสำหรับตลับลูกปืนที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ส่วนประกอบไฮดรอลิกเฉพาะทาง และระบบควบคุมอิเล็กทรอนิกส์ ผู้ผลิตกำลังทำงานอย่างกระตือรือร้นเพื่อให้ซัพพลายเออร์รายอื่นมีคุณสมบัติเหมาะสม เพิ่มสินค้าคงคลังส่วนประกอบเชิงกลยุทธ์ และในบางกรณีนำการผลิตส่วนประกอบจากภายนอกที่เคยได้รับจากภายนอกมาใช้ภายในองค์กรเพื่อลดโอกาสที่จะเกิดการหยุดชะงักของห่วงโซ่อุปทาน
- คำแนะนำด้วย AI และการทำงานอัตโนมัติ: การบูรณาการปัญญาประดิษฐ์เข้ากับระบบนำทางและควบคุม TBM ถือเป็นพื้นที่การพัฒนาที่กระตือรือร้น โมเดลแมชชีนเลิร์นนิงที่ได้รับการฝึกอบรมเกี่ยวกับข้อมูลโครงการในอดีตสามารถปรับพารามิเตอร์การบังคับเลี้ยวให้เหมาะสม คาดการณ์คุณภาพการสร้างวงแหวนซับใน และแจ้งเตือนผู้ปฏิบัติงานให้พัฒนาสภาพพื้นดินก่อนที่จะเกิดปัญหาในการปฏิบัติงาน การดำเนินการ TBM แบบอัตโนมัติโดยสมบูรณ์ยังคงเป็นเป้าหมายระยะยาว แต่ระบบอัตโนมัติที่เพิ่มขึ้นของงานการปฏิบัติงานตามปกติได้ถูกนำไปใช้ในโครงการปัจจุบันแล้ว
ความคิดสุดท้ายเกี่ยวกับการผลิต TBM
การผลิตเครื่องคว้านอุโมงค์เป็นจุดตัดระหว่างวิศวกรรมโครงสร้าง การตัดเฉือนที่มีความแม่นยำ ระบบไฮดรอลิก อิเล็กทรอนิกส์ และวัสดุศาสตร์ และทำได้ในระดับที่อุตสาหกรรมอื่นๆ เพียงไม่กี่แห่งจะเทียบได้ TBM ทุกตัวที่ออกจากโรงงานเป็นโซลูชันที่ได้รับการออกแบบทางวิศวกรรมเฉพาะสำหรับชุดความท้าทายทางธรณีวิทยาและโครงการที่เฉพาะเจาะจง และคุณภาพของวิศวกรรมและการผลิตนั้นจะแสดงออกมาในท้ายที่สุดว่าเครื่องจักรเจาะทะลุพื้นโลกได้อย่างน่าเชื่อถือ มีความสม่ำเสมอเพียงใดในการติดตั้งซับในอุโมงค์ที่มีคุณภาพ และวิธีที่จะนำคนงานกลับบ้านอย่างปลอดภัยเมื่อสิ้นสุดกะทุกครั้ง
เนื่องจากความต้องการโครงสร้างพื้นฐานทั่วโลกยังคงผลักดันการลงทุนในการก่อสร้างใต้ดิน ผู้ผลิต TBM เผชิญกับอนาคตที่น่าตื่นเต้นและเรียกร้อง — ส่งมอบเครื่องจักรที่มีขนาดเพิ่มขึ้น ความซับซ้อน และความซับซ้อนทางเทคโนโลยี ขณะเดียวกันก็จัดการห่วงโซ่อุปทาน พัฒนาวิศวกรและผู้แปรรูปรุ่นต่อไป และบูรณาการเทคโนโลยีดิจิทัลที่จะกำหนดลักษณะการคว้านอุโมงค์ในช่วงครึ่งศตวรรษข้างหน้า สำหรับใครก็ตามที่เกี่ยวข้องกับการก่อสร้างอุโมงค์ การจัดซื้อจัดจ้าง หรือการพัฒนาโครงการ การทำความเข้าใจว่าเครื่องจักรพิเศษเหล่านี้ได้รับการออกแบบและสร้างอย่างไรเป็นพื้นฐานในการตัดสินใจโดยใช้ข้อมูลรอบด้านเกี่ยวกับหนึ่งในอุปกรณ์ก่อสร้างที่ซับซ้อนและเป็นผลสืบเนื่องมากที่สุดเท่าที่เคยสร้างมา










